Brain Forza® Manufacturing
Made in Nevada & California
Raw Material Standards
Non-GMO Origin Only
All our material is of Non-GMO origin. Meaning, the plant and seeds were not altered in any way.
HPLC Material Testing
HPLC is currently the golden standard for ingredient testing. This is how our material is tested.
Country Of Origin
We look for raw materials in-which the plant was grown in it's traditional native country.
Raw Material Sourcing
We only work with a select few suppliers. The high-profile ingredients such as KSM-66® Ashwagandha, TeaCrine®, etc have their own quality control standards you can learn about on their respective websites. But how about our other standard herbs?
Our key partner has implemented an extensive tracking and ID system documenting every link of the product’s journey from harvest to packaging.
What is the chain of raw material production?
Here we will describe the general process of how they are made.
Raw Materials are Grown and Harvested in Correct Country or Typical Natural Growth Environment - Some Examples Below

Harvest & Transport
After the materials have been harvested, they are then transported to one of our partner's processing facilities to for final extraction, milling, and preparation into its applicable final form.
Three Key Processing Facilities

Partner Facility Certifications

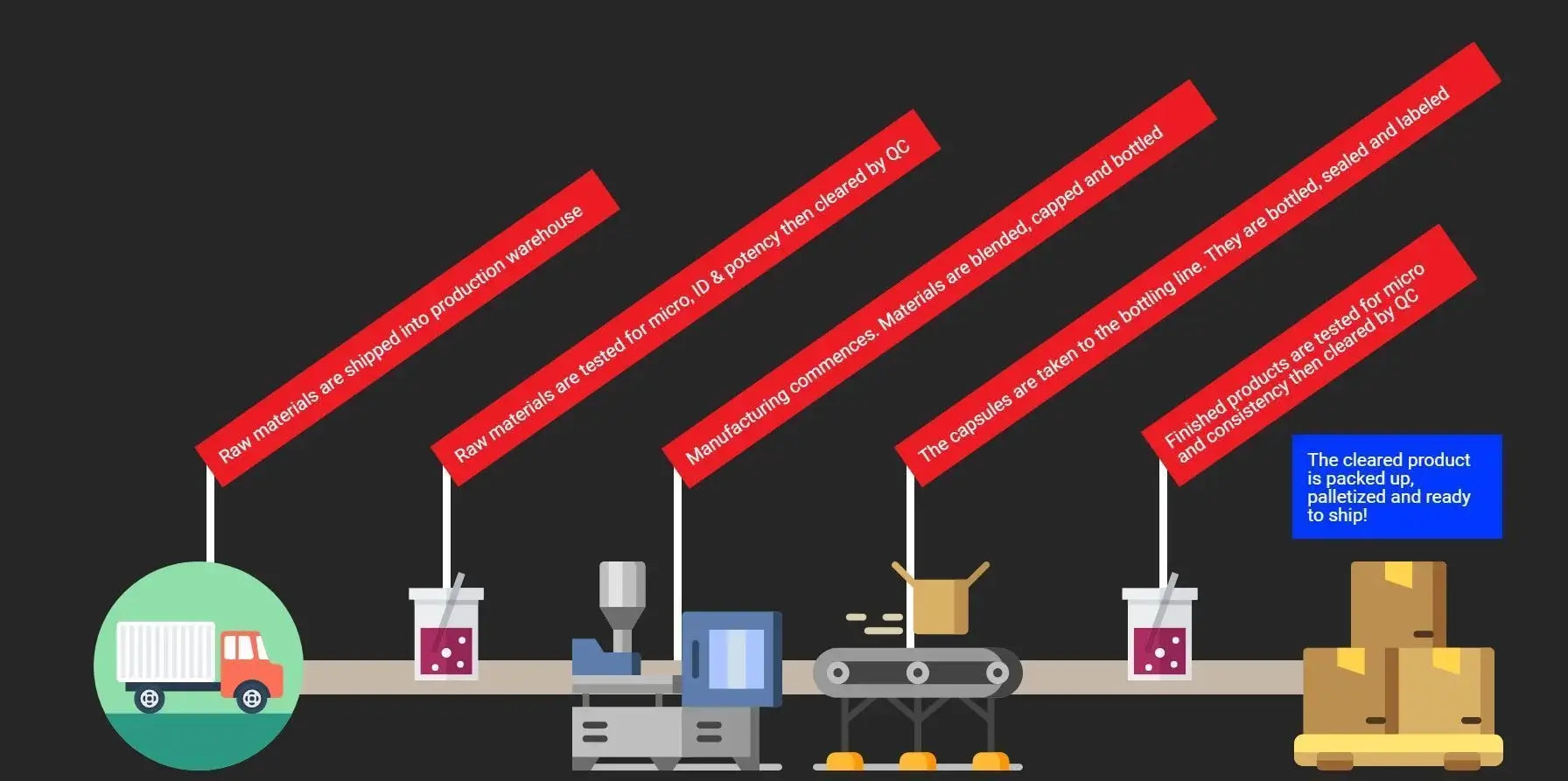
Manufacturing
Once our materials are received, 3rd party testing for ID matching and active ingredient potency confirmation occurs.
Once the quality and potency of the material is confirmed, the products are submitted to the production schedule for manufacturing.
The overall process will look like this:
Testing
Our products are tested before and after production for:
- Heavy metals
- Equal blending & consistency
- Microbes (bacteria, etc)
Capsules
All our capsules are Vegan-safe Non-GMO veggie caps.
Our certified organic products use pullulan veggie capsules. Our regular products use vegan plant cellulose capsules.
